石家庄九铭金属制品有限公司为您免费提供衡水激光切割,衡水激光加工,衡水钣金加工等相关信息发布和资讯展示,敬请关注!

让激光加工饭金不犯愁
多年专注于钣金加工一站式服务
服务热线13603118838
服务热线13603118838
首页 > 行业新闻 > 如何提高衡水激光切管机厚板切割效率

石家庄九铭金属制品有限公司为您免费提供衡水激光切割,衡水激光加工,衡水钣金加工等相关信息发布和资讯展示,敬请关注!
衡水激光切割机对于10mm厚以下钢板的切割已不成问题。但如果要切割更厚的钢板, 往往要求助于输出功率超过5kW的高功率激光器, 而且切割质量也明显下降。怎样提高激光切管机厚板切割的效率是目前急需要解决的问题。
提高激光切管机厚板切割效率的方法如下:
1.下料时必须检查钢板的厚度、规格和表面质量,确认无误后方可下料。
2.切割前,检查整个切割系统的所有设备和工具运行正常,只能在安全条件下操作。此外,切割过程中应注意维护。此外,应清除钢表面的污垢和油脂,并在下方留有一定的空间,以便于吹渣。当激光切管机切割时,割炬的运动应保持恒定速度。建议切割件表面离火焰中心尖部2 ~ 5毫米。如果距离太近,切口边缘会融化。如果热量太远,切割很容易中断。
3.根据自动切割和半自动切割方法的不同,调整各切割枪的距离,确定切割后的阻力大小,并考虑切割缝补偿;在激光切管机切割过程中,切割枪倾角的大小和方向主要由钢板的厚度决定。在厚板切割过程中,切割喷嘴和工件表面保持垂直。在整个部分被切断后,切割喷嘴被移动到正常切割。当切割即将到达终点时,速度应稍微减慢,以完全切割切割的下部。
4.激光切管机切割厚板时,预热火焰应大,切割气流长度应超过工件厚度的1/3.切割喷嘴和工件的表面应该以大约10 ~ 20度的角度倾斜,以便零件的边缘可以被均匀地加热。
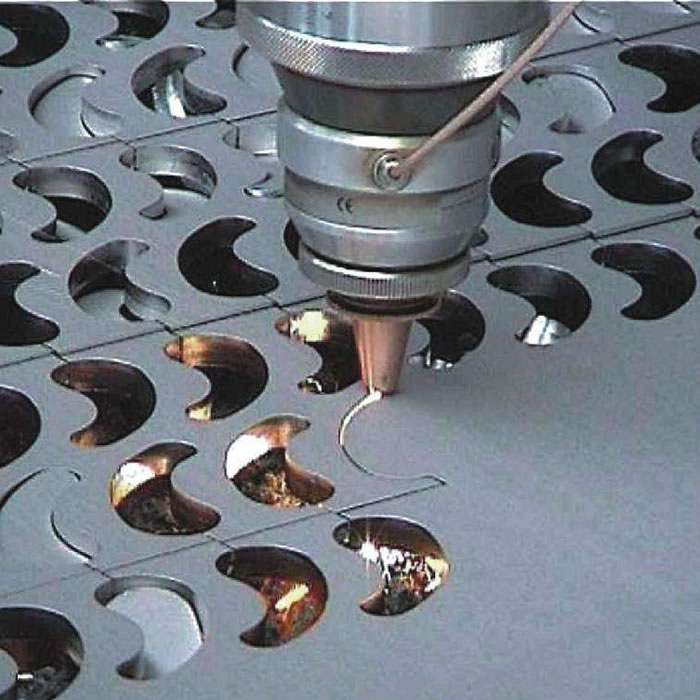
石家庄衡水激光切割
5.在切割过程中,应随时观察影响切割质量的因素,以保证切割的连续性。
6.切割完成后,应对钢材切割面进行检查。切割面应无裂纹、夹渣和大于1毫米的缺边。深度大于1毫米的局部缺口、深度大于0.2毫米的切割线以及切割部分的残余毛刺和熔渣应焊接并打磨光滑。
7.激光切管机进行自动切割时,将钢板挂在切割平台上时,应将钢板单面两端与导轨的距离差调整在5毫米以内。半自动切割时,应将导轨放在待切割钢板的平面上,然后将切割机轻轻放在导轨上。割炬的一侧面向操作者,根据钢板的厚度选择切割喷嘴,以调整切割直线度和切割速度。
8.根据板材厚度调整切割参数。切割参数包括切割喷嘴类型、氧气压力、切割速度和预热火焰能量等。工艺参数的选择主要取决于切割机的类型和可切割钢板的厚度。对于未切割的钢板,应切割相同类型的钢板以确定切割参数,同时检查切割喷嘴的通畅性。
9.关闭气源,将机器放回原位,关闭激光切管机电源,清理现场。
10.切割完成后,应在切割件上标明项目名称、零件号及其所属团队。
衡水激光切割哪家好?衡水激光加工报价是多少?衡水钣金加工质量怎么样?石家庄九铭金属制品有限公司专业承接衡水激光切割,衡水激光加工,衡水钣金加工,衡水金属激光切割,衡水金属激光加工,,电话:13603118838